当前位置:产品中心 > 优特钢 > 碳素工具钢 >



碳素工具钢
碳素工具钢(carbon tool steel) 按照GB/T13304《钢分类》第1部分%26ldquo;钢按化学成分分类%26rdquo;,碳素工具钢属于非合金钢。按照应该标准第2部分%26ldquo;钢按主要质量等级和主要性能及使用特性分类%26rdquo;,碳素工具钢属于特殊质量非合金钢。
特点
碳素工具钢价廉易得,易于锻造成形,切削加工性也比较好。碳素工具钢的主要缺点是淬透性差,需要用水、盐水或碱水淬火,畸变和开裂倾向性大,耐磨性和热强度都很低。因此,碳素工具钢只能用来制造一些小型手工刀具或木工刀具,以及精度要求不高、形状简单、尺寸小、负荷轻的小型冷作模具,如用来制造小冲头、剪刀、冷冲模、冷镦模等。特别需要指出的是,碳素工具钢适于做冷镦模,根据冷镦模的工作条件,模具材料除了应有足够的强度以及模具工作表面和型腔要有足够的硬度和硬化层外,还需要有足够的韧度,故这类模具热处理后要求内孔有一定的淬硬层而外部不能淬硬,从而可保持有较高的韧度。如果淬硬层过深,会因工作中承受大的冲击而迅速开裂。但对尺寸较大、负荷较重的冷镦模,也会因淬硬层薄和基体太软而压陷。
用作冷作模具的碳素工具钢主要有T7A、T10A、T11A等,其中,又以T10A钢应用为普遍。冷作模具较少采用T8钢,主要有两方面原因:一是T8钢淬火加热过热敏感性大,甚至在加热温度比较低(780~790℃)的条件下,T8钢的晶粒也容易长大,韧度较差;二是T8钢淬火后组织中没有过剩的碳化物,因而耐磨性差。而过共析钢T10A、T11A在加热时能获得比较细的晶粒,淬火过热敏感性小,经适当热处理后可获得较高的强度和一定的韧度。另外,T10A、T11A钢在淬火后组织中还保留一些剩碳化物,可提高模具的耐磨性,这是T10A钢应用比较普遍的原因。
碳含量超过1.1%的过共析钢T12A,过剩碳化物较多,并且颗粒较粗大,碳化物在组织中的分布也不均匀,容易形成网状或断续网状,使钢的力学性能变坏。但是,对于韧度要求不高,只要求高硬度和耐磨性的切边模和剪刀,T12A钢还是可以采用的。亚共析钢T7、T7A的耐磨性不及T10A,但T7、T7A钢有较好的韧度,所以,在制作韧度要求较高的模具时,可采用T7或T7A。
碳素工具钢如用水(或盐水、碱水)淬火会引起较大的畸变。碱浴分级淬火是解决其冷作模具淬火畸变的有效措施,又可基本上消除开裂现象。采用160~180℃碱浴分级淬火特别适合于不需要磨刃的成形模具,或只需要表面硬度,中心有一定强度、高韧度的塑料压模、冷镦模等,或小型的刃口模具(如冲头、落料模等)。
当要求有较深的淬硬层时,为了弥补其淬透性不足的弱点,一般将淬火温度提高20~40℃,适当增加保温时间。另一种办法是先在150~170℃碱浴中分级淬火,再在200~220℃硝盐中等温停留一段时间或先选用盐水冷却一段时间再放入硝盐中等温,其目的都是为了增加淬硬层深度。
处理
T10是常见的一种碳素工具钢,韧度适中,生产成本低,经热处理后硬度能达到60HRC以上,但是,此钢淬透性低,且耐热性差(250℃),多用于制造手用刀具等简单工具。下面就简单地介绍一下T10的热处理工艺:
设备
热电式温度计、中温箱式电阻炉。
退火
加热温度760~780℃,炉冷。退火后,钢的硬度大为降低。
正火
加热温度820~840℃,空冷。
回火
加热温度650~700℃。
淬火
淬火介质:油,加热温度:790℃,淬火方式:对于小型直条式刀条一般垂直缓下。
回火
温度150℃,硬度62HRC,但易崩口;一般采用温度200~250℃~,硬度55~60HRC。
以上是一般工厂对T10进行热处理的工艺情况。因为保安腰刀一般只在家庭作坊中进行,基本没有什么仪表设备,主要还得靠刀匠目测和经验。
形状分类:钢板_圆钢_钢卷_钢管_型材等
表面分类:冷轧_热轧_镀锌_黑皮料_光圆棒材等
产地分类:进口优质钢材_国产(国标/非标)钢材
模具钢分类:冷作模具钢_热作模具钢_塑胶模具钢/塑料模具钢
模具钢产品:碳素工具钢毛料_碳素工具钢光料_碳素工具钢精料等
苏州(昆山|张家港)_无锡_常州碳素工具钢材料价格_行情报价
碳素工具钢牌号大全_型号说明_中外牌号对比有哪些
碳素工具钢现货批发公司_厂家直销_供应商_代理商_经销商_销售商_贸易商电话
碳素工具钢牌号对照表_质保书_材质表_质量证明书
宝钢特钢_上钢五厂_长城特钢_舞阳特钢_天工特钢_兴澄特钢_东北特钢_抚顺特钢碳素工具钢
鞍钢_武钢_马钢_沙钢_首钢_太钢_本钢碳素工具钢
碳素工具钢一吨多少钱_一公斤几块钱_1Kg什么价格
碳素工具钢去哪里批发_哪家好_从哪进货的
碳素工具钢出厂状态_物理性能_机械性能
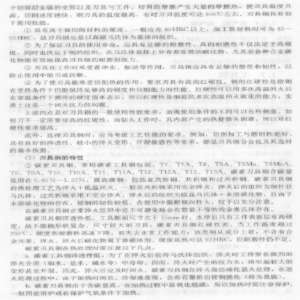
碳素工具钢化学成分表_密度_硬度_材料特性
碳素工具钢淬火_退火_回火等热处理工艺及规范
碳素工具钢执行标准_种类_用途_产品图片
碳素工具钢参数介绍_产品简介_规格_厂家产地
碳素工具钢是什么材料_HRC多少度_重量计算公式
